





Commitment to Japanese-made products and Japanese quality
The razors we manufacture are made in Japan, with integrated manufacturing processes carried out at our own factory in Seki City, Gifu Prefecture. We deliver high-quality products that meet strict quality standards.

Manufacturing Process

Pressing
Razor blades are manufactured from stainless cutlery steel supplied in coil form.
The steel strip is uncoiled and first fed into a press machine, where holes are punched into the material.
After punching, the steel strip is recoiled and transferred to the next process.
Heat Treatment / Hardening, Cryogenic Treatment, and Tempering
After pressing, the razor blade material is hardened by heating it to approximately 1,000°C and then rapidly cooling it in a process known as quench hardening.
It then undergoes a cryogenic treatment at approximately –80°C to further increase hardness and stabilize the steel’s microstructure.
Because the material is brittle at this stage, it is reheated in a process called tempering, which achieves a balance between hardness and toughness—the ability to withstand a certain degree of bending without fracture.
Through this precise sequence of heat treatments, the razor blade acquires its final performance characteristics as a cutting tool.

Edge Grinding
“Edge grinding” is a critical process that determines the sharpness of the razor blade.In this step, coarse grinding stones are first used to shape the basic edge profile.
Next, progressively finer stones are used to grind the edge while gradually refining the bevel angle, followed by ultra-fine abrasive stones that sharpen the very tip of the blade.
In the final stage of edge finishing, a specialized leather strop is used to polish the blade, removing burrs—small metal projections formed during grinding—and producing a smooth and keen cutting edge.

Washing
Any residual grinding fluids and impurities remaining from the edge grinding process are removed using specialized washing equipment.
This washing step improves adhesion of the coating applied in the next stage and also removes microscopic contaminants that could cause corrosion.

Edge Coating / Curing
To further enhance the sharpness and cutting performance of the sharpened edge, a PTFE (Teflon) coating is applied. This reduces friction and provides a smoother shaving experience.
To firmly bond the mist-applied coating to the blade surface, the blades are placed in a furnace at approximately 400°C for thermal curing.

Oil Preservation
After coating, the blades are immersed in rust-preventive oil and then dried.
This forms a thin protective oil film on the surface, resulting in improved corrosion resistance.
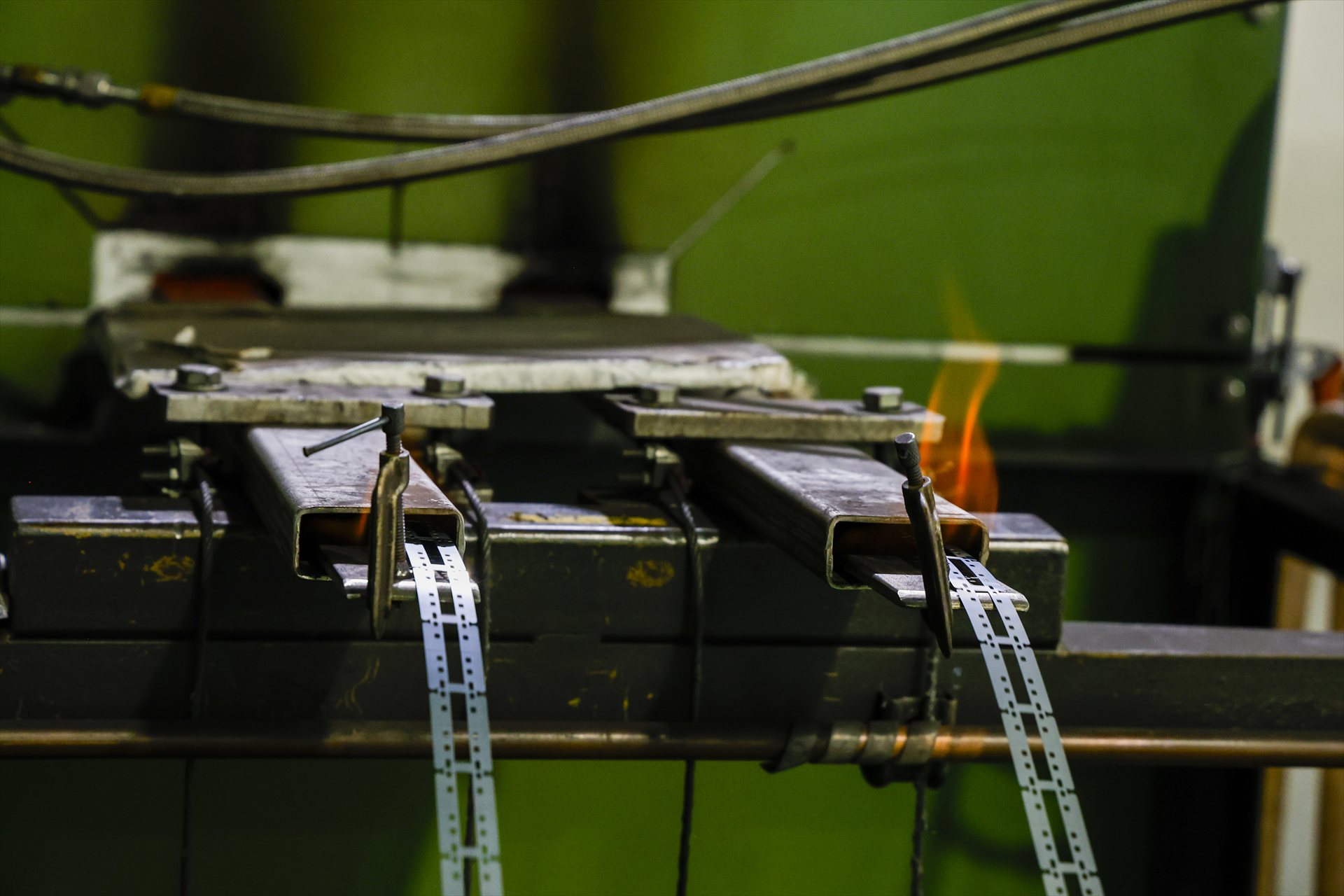
Safety Guard Welding
A thin metal strip known as a guard seal (safety guard) is welded to the front edge of the blade.
Because razor blades are extremely sharp, improper use may cause lateral slipping that can result in cuts to the skin.
This step is essential for reducing lateral movement and ensuring safer use.

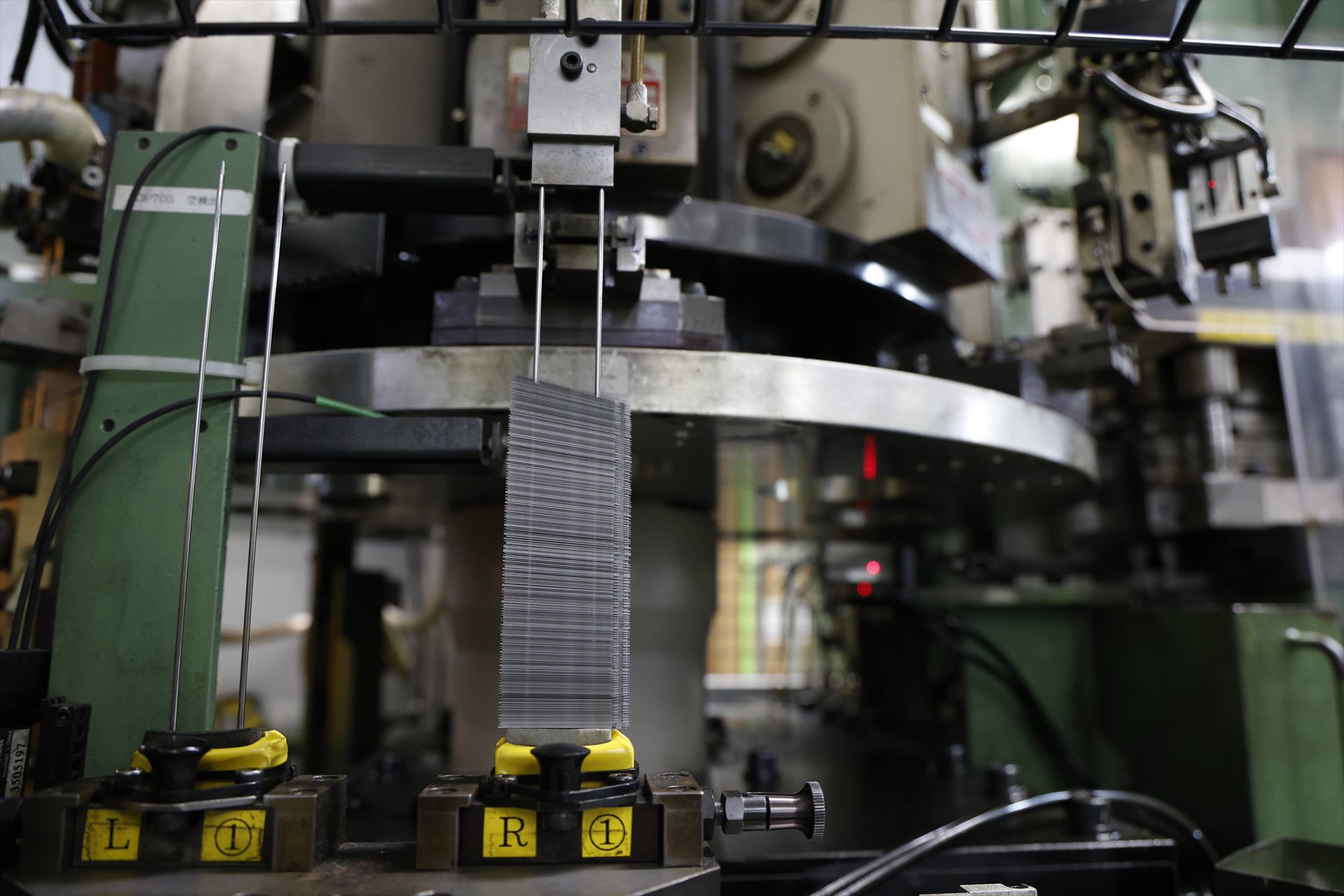
Inspection and Packaging
To maintain quality standards, each razor blade is inspected individually.
The blades are bundled and mounted on inspection rods, then examined visually. Any blade showing chips or scratches—visible as even slight reflective irregularities—is classified as defective and removed.
Only blades that pass this rigorous inspection are packaged and allowed to proceed to the next stage.